 نسل جدید فناوری هیبریدی نفت-الکتریک، صرفه جویی در مصرف انرژی و کاهش انتشار، راندمان بالا و حرارت کم، و کاهش بسیار زیاد صدای کار.
نسل جدید فناوری هیبریدی نفت-الکتریک، صرفه جویی در مصرف انرژی و کاهش انتشار، راندمان بالا و حرارت کم، و کاهش بسیار زیاد صدای کار. 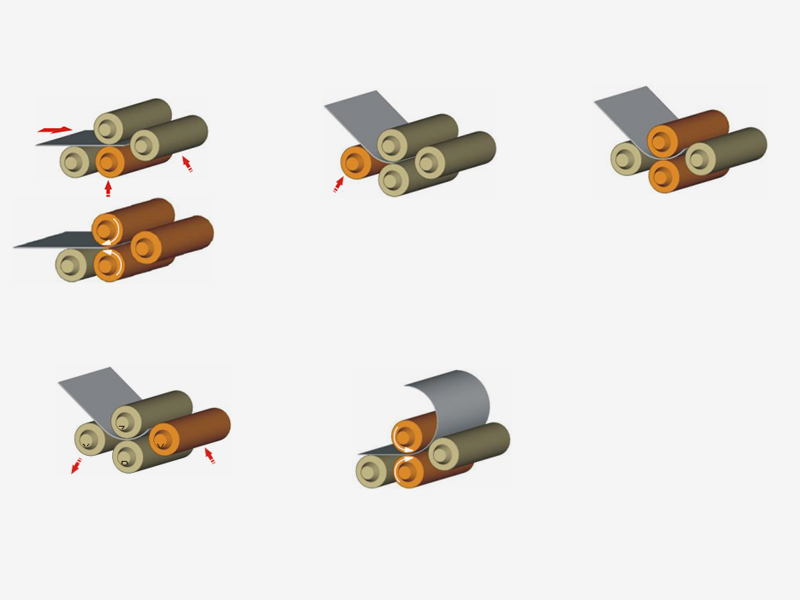












دستگاه پرس بریک چیست؟ هر کارخانه تولیدی که ورق های فلزی را به براکت ها، محفظه ها یا پانل های ساختاری تبدیل می کند به یک دستگاه اصلی متکی است: پرس بریک. در ساده ترین حالت، ا...
ادامه مطلب
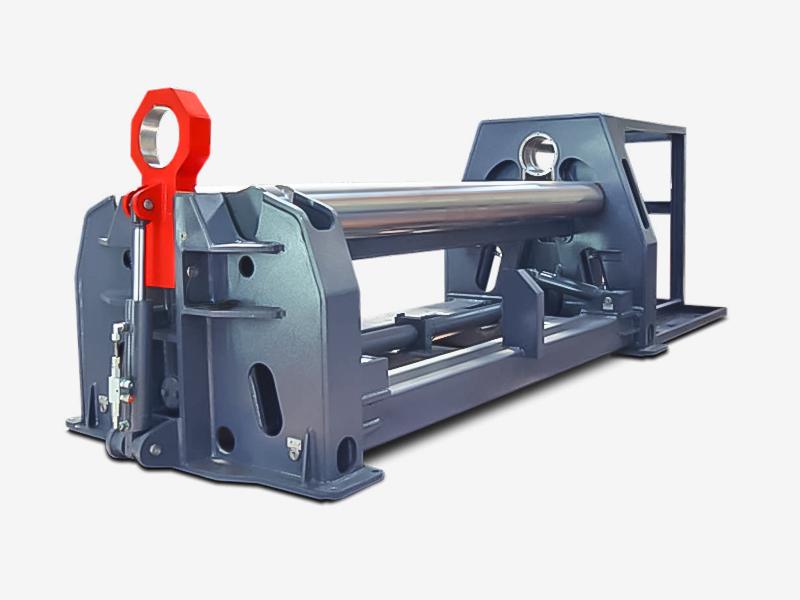
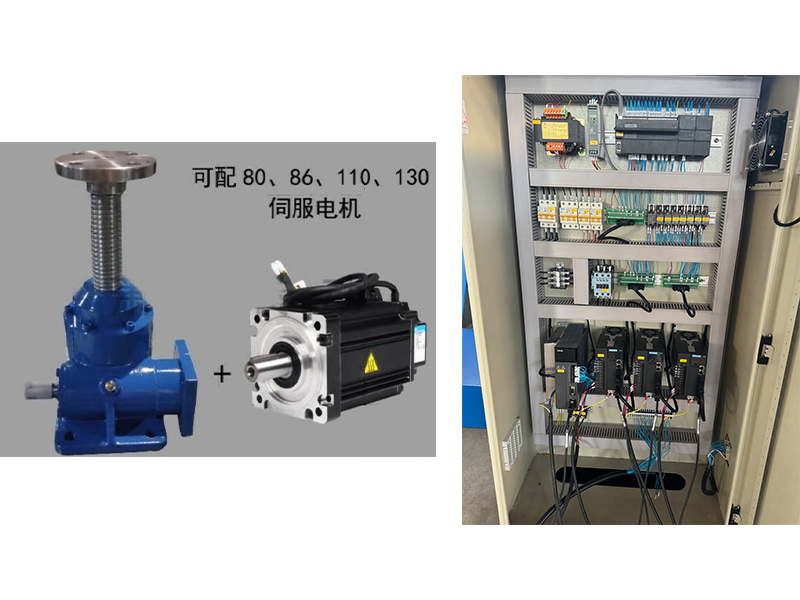
دستگاه نورد ورق غلتکی CNC 4 یک تجهیزات پردازش نورد ورق پیشرفته است که می تواند پارامترهای فرآیند نورد صفحه مانند قطر صفحه، سرعت صفحه، ضخامت و غیره را به دقت کنترل کند تا به میزان بالایی برسد. پردازش دقیق این می تواند پارامترهای پردازش را در زمان واقعی نظارت و تنظیم کند، از دقت و سازگاری پردازش سیم پیچ اطمینان حاصل کند و نیازهای مختلف پردازش را برآورده کند. با روش ها و مدل های پردازش خودکار، می توان به تولید خودکار دست یافت، کارایی تولید را بهبود بخشید و هزینه های نیروی کار را کاهش داد.
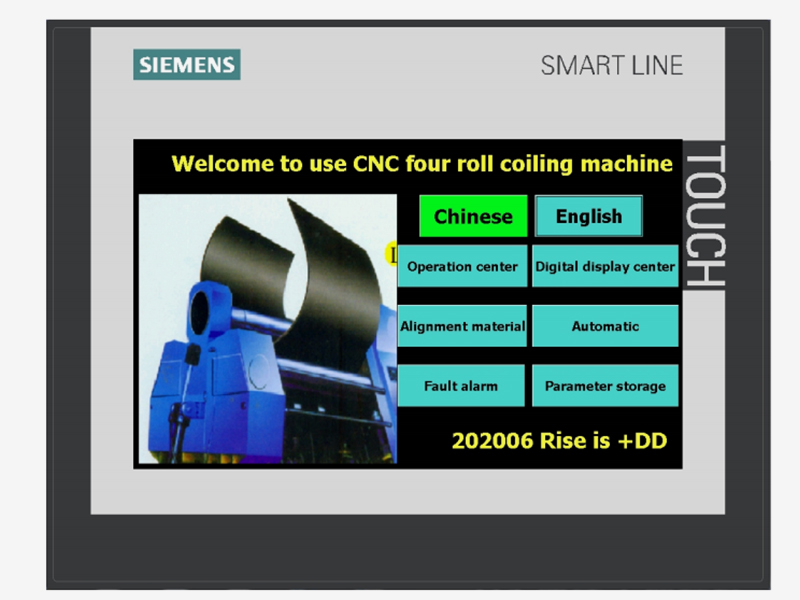
سیستم ماشین سیم پیچ اتوماتیک CNC کارکرد ساده ای دارد، سیستم عامل پایدار، بادوام و مناسب برای انواع شرایط کاری است، سیستم کنترل کامل شامل:
(1) صفحه به صورت افقی قرار می گیرد - نه به اندازه دستگاه نورد صفحه سه رول.
(2) استفاده از غلتک جانبی به سرعت در صفحه مثبت (r برای جلوگیری از خطر ناشی از نامناسب).
(3) فقط فضا را در سمت بارگیری اشغال کنید.
(4) لبه بخش خط مستقیم به شدت کاهش می یابد (به دلیل توانایی برجسته قبل از خم شدن، نقطه گیره کاملاً روی لبه صفحه می افتد).
(5) ساده ترین تجهیزات برای رول کردن، هر غلتک جانبی فقط به یک موقعیت برای قالب گیری رول نیاز دارد.
(6) کل فرآیند یک بار شکل می گیرد (فرض این است که گزینه ظرفیت تجهیزات باید مناسب باشد)، از جمله خم شدن سر صفحه.
(7) خم شدن ورق برای تولید سیم پیچ اتوماتیک کارآمد مناسب است.
